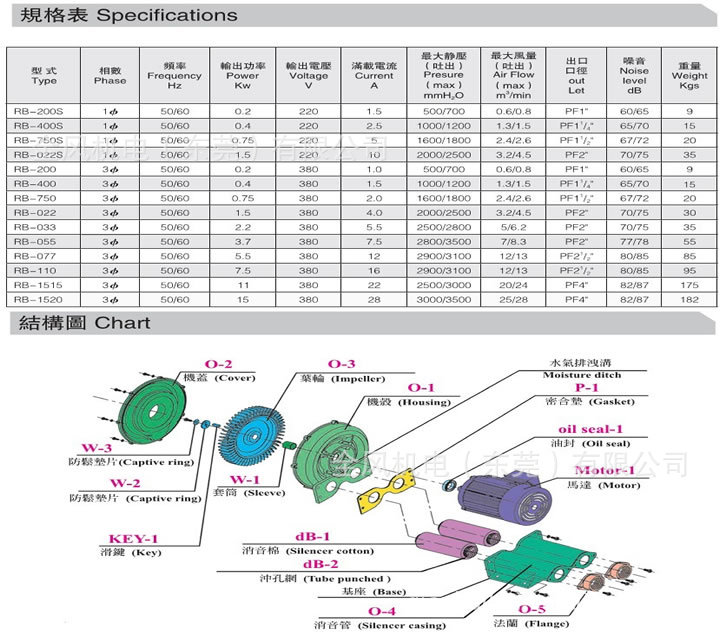

全风高压鼓风机型号如下:
电压:单相220V
RB200AS(200W) RB400AS(400W)
RB750AS(750W)
RB022S(1.5KW) RB033S(2.2KW)
电压:三相220V/380V
RB200A(200W) RB00AS(400W)
RB750A(750W) RB022(1.5KW)
RB033 (2.2KW) RB055(3.7KW)
RB077(5.5KW) RB1010(7.5KW)
RB1515(11KW) RB1520(15KW)
以上型号方可配过滤器、消音器。





.热风机在线路板喷锡工艺中的应用:
A。原理及作用:
1.原理:除去线路板(绿油后的板)铜面氧化物,线路板通过熔融的铅锡及经过热风整平,在洁净的铜面上覆盖一层薄薄的铅锡。
2.作用:保护线路板铜面不被氧化,增强线路板插元件后的焊接性能。
B。水平喷锡线工艺流程:
入板 → 微蚀 → 循环水洗 → 清水洗 → 吸水 → 强风吹干 → 热风吹干 → 预热 →上松香 →过锡炉 → 热风整平 → 风冷却 → 热水洗 →循环水洗 → 刷洗 → 循环水洗 → 热DI水洗 → 吸水 → 强风吹干 →热风吹干 → 自动收板。
“入板”至“预热”为喷锡线前处理;
“预热”至“风冷却”为水平喷锡机;
“热水洗”至“收板”为喷锡线后处理;
C。水平喷锡线工艺流程中主要缸段作用:
1.入板,要求倾斜150~450,且一般为C/S面朝上;
2.微蚀,主要为清洁铜面和使铜面粗化;
3.预热,是将线路板从40℃~70℃提高到100℃左右;
4.上松香,是增强铜与铅锡的接合能力;
5.过锡炉,是线路板等经过熔融的铅锡池,使熔融的铅锡附着于铜面上;
6.热风整平,是通过热风机上、下风力吹出的高温、高压气体将线路板表面及孔内的多余铅锡吹掉;
7.风冷却,一般是将220℃左右的线路板通过冷风机降至100℃左右,如果增加线路板的停留时间,可冷却至室温;
8.热水洗,清洁线路板表面脏物和除去部分离子;
9.刷洗,进一步清洁残留于线路板上的残杂物;
10.热DI水洗,去除线路板上之Cl- 等离子。
使用注意事项:
不管是哪个品牌的高压风机,都需要进行两个方面的保护:一是压力,二是粉尘。
1。对于压力,经常使用的是释压阀,它是一个卸荷阀,当高压风机的使用压力超过释压阀设定的压力之后,释压阀就会自动打开,把多余的压力释放掉,从而保护高压风机。
<p style="text-align:left;b